




Nr. 30 D-Moll - Bakpac Edelstahl
999,00 €
inkl. MwSt., zzgl. Versand
Bei Nichtverfügbarkeit fertigen wir euch diese Handpan innerhalb von sechs bis acht Wochen an! Schreibt uns. :)
Lieferzeit: 0 Tag(e)Beschreibung
Baur&Brown Bakpac Handpan Nr. 30 D-Moll
Eine D-Moll Stimmung
Jede Handpan wird in liebevoller Handarbeit angefertigt.
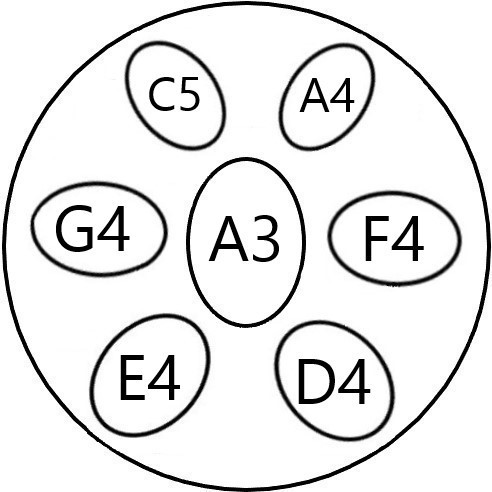
Stimmung: D-Moll A3/D4/E4/F4/G4/A4/C5
Material: Edelstahl (rostfrei)
Durchmesser: 46 cm
Höhe: 17 cm
Gewicht: 2,7 kg
//www.youtube.com/embed/M8qAJ7CPYXM
Bei Nichtverfügbarkeit fertigen wir euch diese Handpan innerhalb von sechs bis acht Wochen an! Schreibt uns. :)
Eine Anfertigung verpflichtet nicht zum Kauf.
Zusätzliche Produktinformationen
- Eigene Karteikarte
- Herstellung Die Herstellung einer Handpan ist komplex und erfolgt per Hand. Da diese eine Weiterentwicklung der Steeldrum ist, erkläre ich zunächst den Bau einer Steeldrum. Der Deckel eines Blechfasses (Ölfass) wird mit einem Hammer, welcher abgerundet ist, nach innen getrieben bis eine konvexe Schale entsteht. Anschließend wird die Fläche mit einem kleineren Hammer geglättet. Ist die Fläche gleichmäßig, werden die Tonfelder eingezeichnet und ebenfalls ausgehämmert. Die Konstruktion von Handpans erfolgt auf ähnliche Weise, mit dem Unterschied, dass die Rohformen (Halbkugelsegmente) industriell hergestellt werden. Gängige Verfahren hierfür sind das Tiefziehen, Metalldrücken oder auch Hydroformen. Die fertigen Schalen werden in einen Stimmrahmen eingeklemmt, um Verformungen während des Dängelns vorzubeugen. Mittels einer Schablone werden die Tonfelder auf die Schale übertragen und markiert. Das Layout, welches später die Tonart bestimmt, ist fertig. Unter der Verwendung von Pressen oder auch von Hand werden die Vertiefungen (Dimpel) in die Mitte der Tonfelder gebaut. Diese Vertiefungen stabilisieren das Tonfeld und geben einen optischen Mittelpunkt, welcher beim Spielen der Orientierung dient. Um ein "gerades" Tonfeld zu erzielen, wird mit einem Hammer um und auf den Tonfeldern gedängelt. Sobald die Tonflächen ausgearbeitet sind, wird die Handpan gebrannt, bzw. erhitzt. Dieses hat den Effekt, entstandene Spannungen welche beim Umformprozess entstanden sind zu entspannen, sowie dem Material eine andere Härte zu geben. Das Erhitzen kann in einem Ofen erfolgen, auf offenem Feuer oder mittels Gasbrenner. Durch diesen Vorgang erhält das Material seine Farbgebung (Anlauffarben). Der Farbton ist bei normalem Stahl blau, bei Edelstahl goldbraun und bei nitriertem Material grau-blau. Nun wird die Handpan gestimmt. Mit einem Hammer werden die Tonfelder so bearbeitet, ausgedehnt und zurückgetrieben bis das Material die richtige Härte hat, um gut zu klingen. In jedem Tonfeld wird zunächst der Grundton eingestimmt, zu diesem Ton wird die Oktave und eine Quinte eingestimmt, und es ist durch Formgebung ebenfalls möglich noch weitere Obertöne einzustimmen. Die größte und zeitaufwendigste Schwierigkeit hierbei ist es, dass wenn man nur einen Ton verändert, sich auch die anderen Töne mit verändern, welches den Stimmprozess langwierig macht. Ist die komplette Handpan gestimmt, wird sie aus Ihrem Stimmrahmen befreit und die Unterseite mit der Klangöffnung wird montiert. Dies kann durch Kleben, Nieten oder Schrauben geschehen, wobei das Kleben die sinnvollere Alternative ist. Da die Handpan sich beim Befreien aus dem Stimmrahmen und Montieren des unteren Bodens noch einmal verstimmt, muss nun die Pan noch einmal nachgestimmt werden. Dies geschieht mit einem feinen tunning-Hammer von innen wie auch von außen. Da all diese Arbeiten sehr komplex, kompliziert und zeitaufwendig sind, ist nun auch zu verstehen warum Handpans oft zwischen 1000€-3000€ kosten.